Продукт 02 · Маркировка
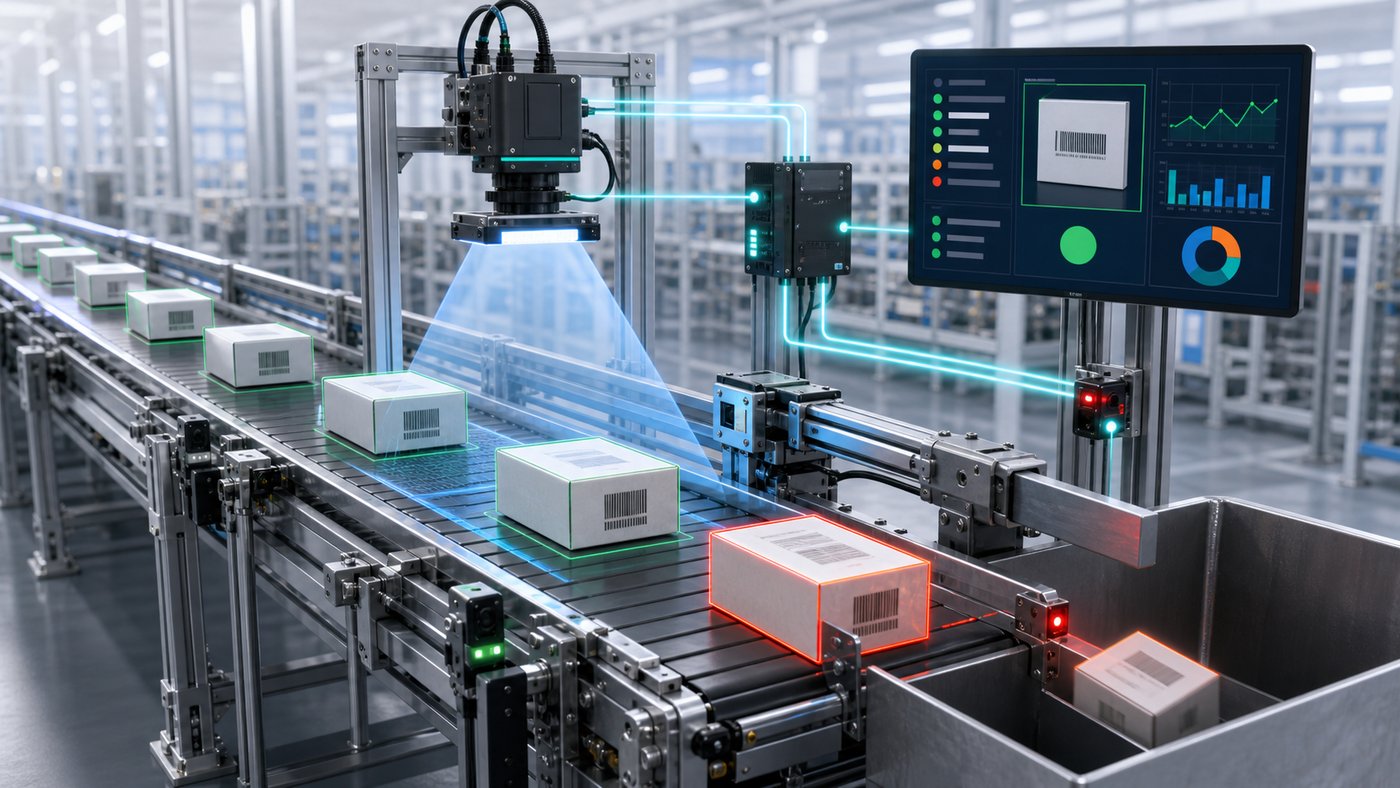
Промышленное машинное зрение
Камера, правила контроля и логика отбраковки работают как рабочая точка качества на конвейере: дефект и пропуск отбраковки видны в момент прохождения продукции, а не после разбора партии.
Продукт 02 · Маркировка
Камера, правила контроля и логика отбраковки работают как рабочая точка качества на конвейере: дефект и пропуск отбраковки видны в момент прохождения продукции, а не после разбора партии.
«Брак виден после факта — на складе или у клиента. Отбраковка есть, но нет надёжного подтверждения, что продукт ушёл в бункер.»
Директор по качеству, главный инженер, директор производства · самостоятельный продукт
Это про вас, если
Что вы получите
Как это работает
Что считается дефектом, что — успешной отбраковкой, что — пропуском, таймаутом и аномалией.
Условия съёмки и проектируем автомат состояний с учётом скорости линии.
На стенде или модельной партии, фиксируем приёмочные критерии.
Демонстрация
Модельный сценарий: пачка помечена на отбраковку → срабатывает датчик бункера или конвейера → система принимает решение OK / STOP → событие пишется в журнал. Для визуального контроля — кадр с продуктом, классификация системы и реакция линии.
Экономика проекта
Архитектурный шаблон автомата состояний, таблицы решений, подход к опросу оборудования по Modbus, библиотеку правил контроля, чек-лист QA, формат журнала событий.
Тип продукции, классы дефектов, расположение датчиков, скорости, расстояния, регистры, допуски, интерфейс оператора, правила остановки.
Первый контракт
Фикс по этапам: разбор ТЗ → архитектура → тесты → стенд или пилот → план внедрения. Подходит как для самостоятельного контура контроля качества, так и для работы рядом с платформой маркировки.
Куда дальше
Дизайн модуля → разработка и стенд → пуско-наладка на линии → расширение на другие точки контроля и классы дефектов → связка событий с журналом платформы РТ-маркировки (если она стоит).
Первый шаг — обследование 1–2 недели на новой линии или 2–3 недели аудит существующей системы. Дальше всё считается на ваших цифрах.
Договориться об обследовании